焊接工艺参数的选择!
焊接工艺中前期较为重要的非工艺参数选择所属了。
为什么这么说呢,因为焊接工艺参数选择好坏与否,将会直接影响含棉焊接效果,所以在焊接时,为保证焊接质量而选定的诸物理量的总称,称为焊接工艺参数。
焊条电弧焊的工艺参数包括:焊条直径、焊接电流、电弧电压、焊接速度、热输入等。
1、电流种类
焊条电弧焊既可用交流电也可用直流电。用交流电作焊条电弧焊,电弧稳定性差,特别是在小电流焊接时,对焊工操作技术要求高。
在使用低氢钠型焊条时,因这种焊条稳弧性差,通常采用直流电进行焊条电弧焊。
2、焊条直径
通常是在保证焊接质量前提下,尽可能选用大直径焊条以提高生产率。
从保证焊接质量来选焊条直径,则须综合考虑焊件厚度、接头形式、焊接位置、焊道层次和允许的线能量等因素。
3、焊接电流
焊接电流直接影响焊接质量和生产率。焊接电流过大时,焊条后部发红,药皮失效或崩落,保护效果变差,造成气孔和飞溅,出现焊缝咬边、烧穿等缺陷。
焊接电流过小时,则电弧不稳,易造成未焊透、未熔合、气孔和夹渣等缺陷。
一般碳钢焊接结构是根据经验公式来确定焊接电流的,公式为:

式中!—焊接电流,A;d——焊条(即焊芯)直径,mm;k经验系数,可由下表确定。

4、电弧长度
焊条电弧焊中电弧电压不是焊接工艺的重要参数,一般不需确定。但是电弧电压是由电弧长度来决定的,电弧长则电弧电压高。
5、焊接层数
厚板焊接常是开坡口,采用多层焊或多层多道焊。随着层数增多,生产效率下降,往往焊接变形也随之增加。
层数过少,每层焊缝厚度过大,接头易过热而引起晶粒粗化,反而不利。一般每层厚度以4~5mm为宜。
当然,焊接工艺每一个环节都是至关重要的,我们都不能掉以轻心。其中的重中之重肯定就是焊接机器啦!比如氢氧焰焊接机。
好了,以上就是今天澳门新葡萄新京5303小编对于焊接工艺参数的选择的全部内容介绍了。大家记得多多关注我们最新动态哦!
本文链接:http://woke.528k.cn/news/a2/209.html,转载请注明出处,谢谢!



热门评论
您可能喜欢
-

以诚兴企,以质取胜!澳门新葡萄新京5303水燃料氢氧机 品质不止315!
品质不止315,而在365的每一天!湖南澳门新葡萄新京5303是一家致力于水燃料氢氧机(布朗气)技术开发的国家高新技术企业、科技型中小企业、创新型中小企业、品牌优势企业。水燃料氢氧机适用于澳门新葡萄新京6663焊接、变压器铜排焊接、玻璃管熔封、安瓿瓶熔封等方面。
2024-03-15
-

与光同行,拥抱明天!澳门新葡萄新京53032023年度工作总结表彰大会圆满召开!
2024年2月1日,澳门新葡萄新京53032023年度工作总结表彰大会圆满召开,全公司人员参会。会中对于2023年各岗位的优秀员工进行了表彰和奖励。
2024-02-02
-

澳门新葡萄新京53032024元旦节放假通知!
感谢大家一年来对我们工作的配合与支持!在这个特别的时刻,祝福大家元旦快乐。祝未来可期,一切值得。让我们一起回顾过去的一年,展望即将到来的新篇章。
2023-12-29
-

国家高新技术企业|澳门新葡萄新京5303续获“高新技术企业”认定证书!
澳门新葡萄新京5303积极推动公司自主创新、自主研发的进程,提升企业科技创新水平,提升科技成果转化和竞争能力,推动企业高质量、可持续发展!2017年获得国家高新技术企业认定,每次有效期三年。
2023-12-29
-

澳门新葡萄新京5303水燃料氢氧机整装待发 25台氢氧机继续发往海外!
澳门新葡萄新京5303将继续坚持科技创新和进一步优化提高氢氧机产品质量,致力于为全球客户提供更优质的氢氧机产品和解决方案。
2023-12-01
-
澳门新葡萄新京5303水燃料氢氧水焊机使用说明!
澳门新葡萄新京5303根据用户对产能、生产线、预算的需求,沃克技术中心专业工程师团队将个性化资源整合,为客户量身定制适合的、经济的一对一供气方案和集中供气方案,确保客户获得有效价值 。
2023-11-28
-

感恩有你,一路同行——热烈庆祝澳门新葡萄新京5303成立十七周年!
站在崭新的起点,我们向每一位合作伙伴及为公司发展做出贡献的沃克人致以最崇高敬意,17周岁的澳门新葡萄新京5303,美好蓝图正等待着我们继续描绘。
2023-10-24
-
实验室如何选购安瓿熔瓶封机?
澳门新葡萄新京5303氢氧焰安瓿瓶熔封机,开机产气、关机停气,不存储气体,无爆燃风险,为实验室安全保驾护航!
2023-10-16
-
实验室如何选购安瓿瓶熔封机?
澳门新葡萄新京5303氢氧焰安瓿瓶熔封机,开机产气、关机停气,不存储气体,无爆燃风险,为实验室安全保驾护航!
2023-10-16
-

喜讯!澳门新葡萄新京5303获湖南省知名商标品牌认定
澳门新葡萄新京5303受邀参加湖南商标品牌大会暨省商标品牌协会第四届第三次会员代表大会,并获“湖南省知名商标品牌”荣誉称号。
2023-04-06
-

助残爱心公益|长沙市工商联联合澳门新葡萄新京5303慰问博爱阳光家园
长沙市工商联联合澳门新葡萄新京5303党支部开展了一次特殊的党建活动--走访慰问长沙市开福区博爱阳光家园智力残疾人托养服务中心。
2023-03-28
-

澳门新葡萄新京5303氢氧机火焰枪再获实用新型专利
澳门新葡萄新京5303创建于2006年,是一家致力于水燃料氢氧机技术开发的国家高新技术企业。拥有独立的氢氧能源研究中心,在氢氧能源领域我们已获得了国家知识产权局颁发的二十多项氢氧机相关专利证书。
2022-06-13
-
【教程】教你如何使用氢氧焰焊接空调铜管!
氢氧焰焊接铜件,可代替氧气乙炔等高危气瓶,安全节能,加水通电就产气,高效环保。
2022-05-28
-

水变火的机器—氢氧机 适用于漆包线焊接 玻璃管封口 安瓿瓶熔封
澳门新葡萄新京5303氢氧机 氢氧焰温度高,火焰集中,适用于火焰焊接(漆包线焊接|铜排焊接)、火焰熔封(玻璃管封口|安瓿瓶熔封)、火焰加工处理、火焰节能等领域。
2022-05-16
-

氢氧焰实验室石英玻璃管封口,科研路上为您保驾护航
氢氧焰石英管真空封口采用动态密封技术,实现石英管在自动旋转的同时进行抽真空以及填充惰性保护气体进行封口,操作简单、保证真空、封管效率高。
2022-05-07
-

澳门新葡萄新京5303为众多农副产品研究院提供优质氢氧焰熔封设备及解决方案
为中国海洋大学三亚海洋研究院等众多农副产品研究院提供优质的氢氧焰熔封设备及配套解决方案,于我们而言这是一件有意义的大事。
2022-04-12
-

澳门新葡萄新京5303氢氧机远销海内外,备受好评!
澳门新葡萄新京53032006年创立,历经多年研发,推出真空封管机、安瓿瓶熔封机、工业焊接机等设备。连续多年,备受好评,并热销海内外多家国际知名企业与高校!
2022-03-25
-

带你了解澳门新葡萄新京5303氢氧机
氢氧机是利用氢氧焰的高温火焰进行作业的一种新型火焰发生器。它是以水为介质,通电将水进行电化学分解产生氢气和氧气,以氢气为燃料,氧气助燃,经专用氢氧火焰枪点火形成氢氧焰,对工件进行焊接作业。
2022-01-21
-

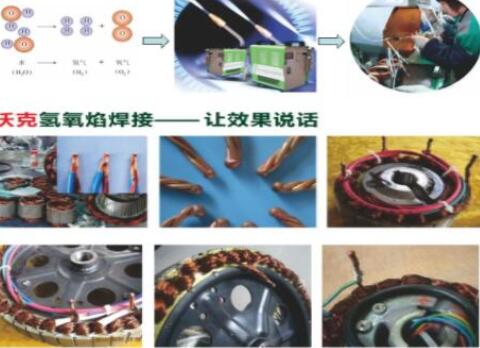
替代高危气瓶的澳门新葡萄新京6663焊接新工艺
在环保、消防等部门对环境保护、生产安全的高标准要求下,在电机厂商追求高效、节能的目标下,电机厂家及电机修理厂家正对澳门新葡萄新京6663焊接寻求安全节能环保的新焊接工艺--氢氧焰漆包线焊接
2019-11-22
-

沃克氢氧水焊机 焊点牢固无虚焊漏焊 1302根直径0.7mm漆包线焊接效果图
沃克氢氧水焊机焊接牢固、无虚焊,1302根直径0.7mm漆包线焊接效果。氢氧火焰焊接可靠牢固,相比于传统的锡焊碰焊,焊点无虚焊漏焊,确保电机能在多环境下连续不间断工作,降低电机故障,提高产品质量。
2019-11-13
-
恭贺澳门新葡萄新京5303通过知识产权管理体系认证
澳门新葡萄新京5303坚持以科技创新促进公司发展,保护公司知识产权、提升企业竞争优势的知识产权方针;以实施知识产权战略,提升公司创新水平为知识产权目标。致力于打造氢氧能源全球第一品牌,将一如既往的为客户打造"符合标准、客户满意、零缺陷"的高品质产品。
2019-09-18
-

澳门新葡萄新京5303赴波兰参加2019年E-MRS秋季展会
E-MRS 2019 秋季展览和技术会议将于9月16日至18日在波兰华沙理工大学举行,澳门新葡萄新京5303将在展会期间展示氢氧发生器、石英真空密封系统和相关实验室设备。
2019-09-17
-

澳门新葡萄新京5303氢氧机水焊机核心技术讲解
氢氧水焊机火焰精细:适合各种精密焊接。火焰集中:焊接速度快于其他气体。火焰无碳:不改变工件的钢性及柔性。操作方便:不用任何气瓶,只要水电即可环保节能:无任何废气废烟排放。
2019-08-06
-

沃克氢氧机应用全面开花!
沃克氢氧机应用全面开花,可广泛应用于氢氧除碳,氢氧切割,氢氧焊接,氢氧火焰加工,氢氧催化等领域.沃克氢氧机应用!
2019-08-05
-

操作安瓿瓶熔封机的正确方法!
澳门新葡萄新京5303生产的安瓿瓶熔封机造型新颖,重量轻,熔封时火焰平均,拉丝光滑、熔封速度快,噪音小,是各大专科院校、科研单位及药厂为小批量自制安瓿瓶封口最理想的熔封工具。
2019-08-01
-

完美解决传统真空封管的问题 !
传统式真空泵封管方法早已不可以考虑科学研究自然环境的要求
2019-07-30
-

新型真空封管系统pk传统真空封管系统的优势 !
切合发展趋势,具有创新意识。历经2年的全身心产品研发一整套玻璃管封口系列产品真空泵封管机+系统软件,这套机器设备归属于自动定位封管。
2019-07-30
-

沃克石英管封口机操作流程详解!
澳门新葡萄新京5303真空封管设备由高真空旋转密封系统,高真空管道,进气口,抽气口,放气阀及玻璃试管法兰用于高校和研究所实验室对玻璃试管的真空密封,提供1工位、3工位、定制等多种机型,应用于实验室的日常高纯原料的真空密封;工厂批量进行试管的密封;石英玻璃试管真空密封;硼酸盐玻璃真空密封等。公司自主研发的真空封管系统,操作简单快捷,并且采用了独特的旋转密封法兰,可以随意调节试管的密封速度,同时无需手动转动试管便可密封,大大提升了试管密封效率。
2019-07-30
-

沃克石英管真空封口机介绍!
为了让大家有对于沃克石英玻璃管封口机有更加深刻的认识,今天我们给大家做下详细的介绍!
2019-07-30
-

氢氧焰石英玻璃管封口与氧乙炔火焰封口!
工厂在对石英玻璃管进行加工时,一般采用瓶装的乙炔-氧气或者液化气-氧气火焰进行热加工。而这两种加工方式在一些环境下,正在被氢氧机替代。
2019-07-30
-
祝贺澳门新葡萄新京5303成为“中国电器工业协会”会员!
祝贺澳门新葡萄新京5303于2018年7月成为“中国电器工业协会”会员。这意味着我们是氢氧发生器的合格供应商。中国电气设备工业协会(CEEIA)是50强之一。
2019-07-30
-

澳门新葡萄新京530312周年凤凰古镇两日游!
经过9月份紧张的销售竞争,我们10月份的生产月很忙。好吧,能源公司12周年庆典推迟到11月。由于全体工作人员的辛勤工作和在9月上旬取得的巨大成功,Okay Energy决定12周年活动是放松自己,我们将于11月3日至4日进行为期两天的凤凰古城之旅。
2019-07-30
-
如何使用氢氧焰熔接石英白炭黑!
我们对混合氢气下加热的直径为10毫米的石英玻璃管进行3kw hho演示。氧气形成2800摄氏度的氢氧火焰,既有旋转系统又有真空泵。
2019-07-30
-

祝贺Okay Energy荣获2018年度MEI优秀企业奖!
2018年梅奖庆典10月17日在广州开幕,奥凯能源被评为2018年梅奖优秀企业之一,这是一个令人惊叹的时刻。
2019-07-30
-

沃克大型安瓿瓶熔封机OH10000,成功通过4*24小时连续工作试验!
Okay Energy公司大型的氢氧发生器OH10000-10000L/hr已经成功通过了4*24小时连续工作的机器功能稳定性测试,包括电解系统、气体和电压压力稳定系统、PLC控制系统、电源系统、充水系统、冷却风机系统、电子ANTI回火系统试验等。
2019-07-30
-

手动安瓿封口机实验室安瓿封口机的最佳方法-Okay OH300!
传统安瓿封口机的缺点是以液态气体为燃料,空气为助燃气体。燃烧后,含有二氧化碳的物质会影响药品的质量。Okay Energy为您提供三种氢氧发生器的密封方式,用于实验室中手动安瓿琥珀色瓶的密封。氢氧气体燃烧时只产生一定量的水蒸气,对安瓿瓶内的药品没有危害。
2019-07-30
-
沃克氢氧焰焊机在电机行业大显神威,取代铜线碰焊机获好评如潮!
在电机的生产工艺中,焊接是电机制造中的一项最重要的工艺,漆包线与漆包焊接,漆包线与引出线焊接。焊接质量直接影响电机的性能、安全及使用寿命。目前常见的焊接工艺是碰焊、气焊(氧乙炔焊)、锡焊等。
2019-07-17
提交需求,获取报价
欢迎填写以下表格,完善您的产品需求、联系电话、设备使用地等信息,我们将快速反馈您的购买咨询。
联系我们